

Decorating & Finishing
Process Excellence from Concept to Commercialization
Great looking products don’t just happen! Since 1992, SABREEN has solved plastics manufacturing problems for 525 companies in 34 countries. Our innovative technologies are employed in manufacturing many of today’s most recognizable military and commercial products, from the International Space Station and pharmaceuticals to underwater action cameras. SABREEN’S engineering has earned top industry awards for our clients including pharmaceutical/medical packaging product of the year, inducted into the Smithsonian National Museum. Our early project involvement achieves accelerated project schedules.
Sabreen’s Game-Changing Processes Results in Lower Cost Manufacturing, Six-Sigma Quality and Critical Market Advantages. Let Us Create Dynamic Appearance Products for Your Company.
Custom bonding & curing technologies for hermetic sealing of polyolefins
Backlit “Day/Night” Automotive Buttons Paint & Laser Ablation
Digital Printing (Inkjet) On Contoured Surface Cylindrical Pens
360° Pad Printing on PPS Lock Safe Dial, 60° Draft Angle
Digital color inkjet printing and laser marking on thermoplastic elastomers and rubbers. Mass customization.
Subsurface laser marking for product information & product security
Digital printing for mass customization
Specialized clear topcoat for adhesion & high impact resistance
Full color digital printing with FDA chemical resistant clear topcoat for dishwasher stability
Award winning pharma/medical fashionable birth control carrying cases
Polymer roofing tiles decorated/coated to simulate slate, cedar shake, 40-year warranty lightfastness, fire & wind
Custom decoration & special-effect top coatings simulate soft-touch & woodgrain


Decorators use a variety of secondary processes to create eye-catching effects for containers and other plastic parts. In addition, special effects colorants can be molded into plastic parts to yield an attractive appearance in their own right. Better yet, we can combine these colorants with secondary processes, such as spray painting, pad printing, hydrographics, laser marking and metallizing to yield unique visual and tactile special effects.
Types of Special Effects Colorants
Table 1 lists six major classes of special effects pigments and dyes. All are available as heavy-metal-free, and some are compliant with FDA plastics regulations.
Types of Special Effects Colorants
Table 1 lists six major classes of special effects pigments and dyes. All are available as heavy metal free, and some are compliant with FDA plastics regulations:

Pearlescent Pigments. The primary type of pearlescent pigments used in paint, inks, and plastic are based on mica flakes coated with titanium dioxide1. As the coating thickness increases, the color varies from silvery white to yellow, red, blue, and green. Different colors can be achieved by adding a second coating of iron oxide (gold and beige) or chrome oxide (green), and a range of metallic colors (bronze and copper) is achieved by replacing the titanium dioxide with iron oxide.
Metallic Pigments. Metallic pigments are made from copper alloys and aluminum and are available in a variety of colors and particle shapes. The copper versions vary in color from bright greenish gold to red gold. Aluminum versions are silver and silver-gray in color. Originally, the vast majority of offerings were in flake form to maximize luster. As with pearlescents, the plastics processor has to care to minimize shear forces to preserve the particle shape, and typically the colorist blends pigments of different particle sizes to impart the desired balance of luster and opacity. Smaller particles provide opacity; larger particles provide luster. Because metallic pigments conduct heat and electricity, they are often used to impart other functional properties aside from decoration.
Fluorescent Dyes and Pigments. Sometimes called “glow in-daylight” colors, fluorescent colors work by “robbing Peter to pay Paul”. Daylight is composed of ultraviolet, visible, and infrared radiation. In the case of conventional pigments, the color we see is due to the reflection of particular wavelengths of the visible light hitting the object. Fluorescent pigments and dyes make use of the ultraviolet as well as the visible rays. Their chemical makeup allows them to emit some of the UV rays they absorb as visible radiation. This emitted light is added to the reflected visible light, resulting in a far brighter color that appears to glow. A similar effect happens with commercial fluorescent lighting. Consumer products ranging from bubble gum to laundry detergent have been packaged in fluorescent containers in an effort to attract the buyer’s eye.
Phosphorescent Pigments. Also called “glow-in-the-dark” pigments, phosphorescent pigments are finding their way into a wide variety of applications, including light switches, dials, buttons on TV remotes, and toys, to name just a few. Whereas conventional pigments emit light as quickly as they absorb it, the phosphorescents interact differently with light sources. These pigments readily absorb light over a broad range of wavelengths but reemit it very slowly over time. Originally, these pigments relied on a cadmium sulfide chemistry. But today, several companies are offering heavy metal free versions. You “charge” the article colored with such pigments by exposing it to a visible light source – an ordinary incandescent bulb will suffice – and the article will glow for several hours after being removed from the light source.
Thermochromic and Photochromic Colorants. These colorants provide striking color change effects. As the name suggests, thermochromic colorants change color in response to a temperature change. They are complex colorants that consist of a dye, an activator, and a solvent. The melting point of the solvent determines the temperature as the color change takes place, whereas the dye determines the color. Thermochromics work best in “soft plastics”. For example, they are more effective in PE, impact polystyrene, and flexible PVC than they are in PP, crystal polystyrene, or rigid PVC. This is because the softer plastics have more free volume available to accommodate all 3 required components. Commercially available thermochromics vary widely in price, but all have to be used at fairly high levels to get a dramatic color change effect. Photochromic colorants are based on dyes that change their molecular shape when exposed to sunlight. The photochromics can be used at low levels (about 0.5% and lower) and work well for transparent plastics.
Decorative waterborne coatings provide exceptional appearance, functionality, value and are environmentally friendly. Waterborne coating is a fast-developing technology using water as the means to transfer the coating to the plastic surface and is becoming the new standard, replacing many of its solvent-based counterparts. Today’s waterborne chemistries can offer equal to or better cosmetic and physical performance properties than solventborne for many applications.
High-performance waterborne coatings achieve ultrahigh decorative finish standards and are rapidly taking hold in many painting and coating market sectors. Waterborne coatings are environmentally “green” and meet aggressive emissions regulations, whereby manufacturers have been able to change from solventborne paint systems in many applications. Waterborne coatings are less toxic, have low VOC levels and are less flammable. Their use will reduce air emissions and improve worker health and safety.
Waterborne coatings are available in different curing mechanisms including a) evaporation, b) oven bake and c) UV-curable. In recent years, industries comprising the automotive, marine and architectural OEMs have dramatically increased their usage of pigmented and clearcoat (topcoat) waterborne coatings.
In solventborne coatings, the fluidizing medium is an organic solvent or blend of organic solvents (MEK, MIBK, xylene, toluene, etc.). To be classified as a “waterborne” coating, water must be an important or major fluidizing medium. Most coatings that qualify as waterborne coatings also contain some organic co-solvents in the fluidizing media. These tend to be low-molecular weight polar ketones, alcohols and esters. Typical chemical composition is approximately 50-percent water, 45-percent solids and 5-percent co-solvents (can range from 2-20 percent of the fluidizing medium).
Process Application
Conventional application processes can be used with waterborne coatings, including all of the various spray methods and dip coating. This gives waterborne processes an advantage over high-solid paints which cannot be dip coated due to their higher viscosities. Spraying methods include traditional air atomization, HVLP, airless and air-assisted airless. Paint guns can be cleaned with water or water-based solutions rather than paint thinner or acetone.
Drying Considerations
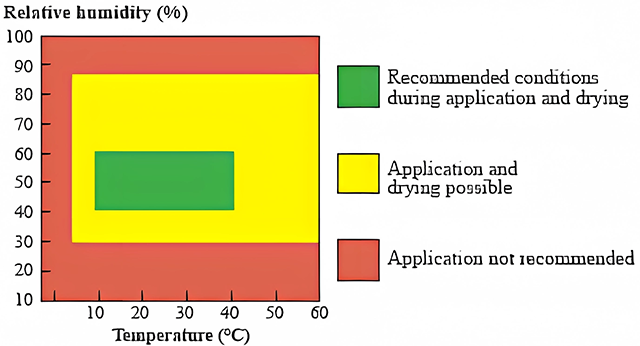
The curing time for waterborne coatings is much longer than their solventborne counterparts. Adequate flash-off time between the spray booth and oven is necessary when force drying or baking the coating. Otherwise, solvent popping may result. It is also necessary to ensure that the surface temperature of the part is greater than the dew point to prevent condensation from forming. While this is generally not a problem during warmer months, it can be a concern during colder months.
Warmer weather, when the humidity is high, can extend flash-off and dry times. If the humidity is high, the water vapor released during drying has no place to go, and the film will not cure. By providing moderate air flow and increased temperature, a continuous supply of fresh air can be provided to the coating to give the air more capacity to hold moisture. All water must be removed from the coating before parts are exposed to freezing temperatures. Failure to do so may result in a loss of adhesion, as the remaining water will expand upon freezing.
Adhesion and abrasion durability of cured coatings and inks are two critical performance properties, and their measurement and control are essential for robust manufacturing. Adhesion and abrasion durability are discrete physical properties and commonly misdiagnosed during failure mode analysis. Poor adhesion and abrasion durability are leading causes of field failures, scrap and rework, lower profits, and dissatisfied customers. Techniques exist to measure these properties.
Adhesion Versus Abrasion
Optimal adhesion and abrasion durability (resistance) of cured coatings and inks onto plastic substrates must be achieved during manufacturing to produce high-quality products that will endure throughout their service life. These properties can be interdependent but often are mutually exclusive. That is, cured coatings and inks can demonstrate good adhesion and poor abrasion or poor adhesion and good abrasion. Proper testing and understanding of adhesion and abrasion ensures conformance to specifications and is invaluable in solving coating and printing problems. The identification of the failure mechanism, adhesion (cohesion), abrasion, or both will determine the engineering process solution. Historical test methods and new instrumentation exist to measure and analyze these properties.
Adhesion Test Methods
ASTM D 3359 Standard Test Method for Measuring Adhesion by Tape Test is historically perhaps the most well-known and widely used method for testing adhesion of coatings and inks because of its simplicity and low cost. The most basic procedure for conducting the tape test includes the following:
- Agreement on the selection of tape.
- Coatings and inks must be completely cured before testing.
- Make X-cuts in the film per Method A or in a lattice pattern with either six or eleven cuts in each direction per Method B of the test.
- Remove and discard two laps of tape from the roll dispenser.
- Smooth the tape into place by finger, then rub firmly with an eraser on the end of a pencil or similar. The color under the tape is a good indicator of complete contact.
- Within 60-120 seconds of application, remove the tape by pulling the free end rapidly (do not jerk) back upon itself as close to an angle of 180 degrees as possible.
- Inspect the cut area for removal of coating from the substrate and rate the adhesion relative to predetermined descriptions and illustrations classifications (0B, 1B, 2B, 3B, 4B, 5B).

Designers can improve adhesion by adding texture to the mold surface(s). Texture introduces peaks and valleys, providing mechanical interlocking adhesion. Texture can be accomplished within the mold tool or manually using a Scotch-Brite pad and solvent cleaning. Molded-in texture is preferred because it maintains surface characteristics at no additional labor/chemical costs. For example, NTMA mold cavity Finish “40-Diamond buffed 1200 Grit” likely will improve bond strength vs. Finish “10-Fine Diamond 8000 Grit” (0 to 3 micron range). Reference Figure 4 SPI Mold Surface Finish. Even slightly textured surfaces are beneficial. For recessed-hole applications, like connectors, etched core pins in the mold are highly effective.

Ink-polymer substrate compatibility – Among the most challenging polymers to inkjet print include: acetals (POM), polyamides (nylon), polyolefins, polyester (PET), polyphenylene sulfide (PPS), polyetheretherketone (PEEK), polyetherimide (PEI), polyimide “Kapton” (PI), polytetrafluoroethylene (PTFE) and polyurethanes (PUR). Designers select these low surface energy (LSE) materials for their lightweight metal replacement, stiffness and strength, chemical resistance and physical properties at elevated service temperatures.
For successful printing & decorating, inks & coatings must achieve long term adhesion to the polymer surface. Adhesion depends largely upon surface phenomena, i.e., the elevated temperature ink must easily jet from the printhead and appropriately interact with the substrate. The ink must be able to make intimate contact with the surface of the polymer substrate. This intimate contact is termed wetting or wetting out the surface and refers to the ink’s ability to spread over the surface. Most polymer surfaces are naturally hydrophobic and resist being wetted. Characteristically, these plastics are chemically inert, nonporous surfaces with low surface energy, which makes printing adhesion nearly impossible. Surface energy is the excess energy that exists at the surface (as opposed to the bulk) of a solid. This excess energy exists because molecules at the surface cannot interact with as many like neighbors as molecules in the bulk are able to do; therefore, they have excess interaction energy.
For example – Polyamide, commonly known as nylon, is a semicrystalline polymer. The two most common grades are Nylon 6 and Nylon 6/6. Nylon polymers are inherently difficult to bond because they are hydrophobic, chemically inert and possess poor surface wettability (i.e. low surface energy). Further, nylons are hygroscopic and will absorb moisture in excess of 3% of its mass of water from the atmosphere. Moisture, in and of itself, creates adhesion problems. Proper drying procedure of nylon resins is critical to processing and part performance. Most noteworthy, the hydrophobic behavior of nylon is a surface property, and the hydrophilic behavior is a bulk property. Since nylon is an organic polymer, it has a relatively low surface energy. This is a consequence of the surface chemistry and surface physics of polymers and other organics. However, the amide groups in the nylon chain attract water, and they give rise to the hydrophilic behavior of this material in regard to bulk absorption of water. Thus, in the bulk, nylon can behave as a hydrophilic material, but on the surface, it can exhibit hydrophobic behavior.
Polyphenylene sulfide (PPS) offers the broadest resistance to corrosives of any advanced engineering plastic. PPS products are not hygroscopic and, therefore, do not experience dimensional expansion problems like nylon (polyamides). Yet it is important to use dry resin in molding parts. Moisture, in and of itself, is problematic. High moisture levels can create voids, which could adversely impact part performance, affect adhesion and alter aesthetics. The time between drying and processing should be as short as possible. PPS should be dried in dehumidifying hopper dryers. Hot air ovens are generally not recommended. To achieve a fully crystalline state, mold temperatures of at least 275 to 300°F are required. When PPS is molded below 275°F, the moldings are amorphous, or semicrystalline, and remain in this state until they are exposed to higher service temperatures (including heat curing). If the service temperature exceeds the molding temperature, the parts will become more crystalline, resulting in dimensional and property changes. For example, the heat deflection temperature (HDT), @264 psi (1.8 MPa), of 40% glass-filled PPS molded in a noncrystalline state is only 350°F but increases to >500°F (260°C) in the crystalline state. Further, mold temperature has a dramatic effect on the surface appearance.

Low molecular weight materials – such as silicones, mold release, anti-slip agents and process additives – inhibit the ink’s ability to flow and achieve intimate contact essential for adhesion. Certain soluble or nonsoluble compound agents used in pigment and dye colorants can adversely affect adhesion. The chemical makeup of the molded surface, texture, and porosity significantly affect ink flow and adhesion. The degree or quality of treatment and adhesion are affected by the cleanliness of the plastic surface. The surface must be clean to achieve optimal pretreatment and subsequent ink adhesion. Surface contamination – such as silicone mold release, dirt, dust, grease, oils and fingerprints – inhibit treatment.
Material purity is also an important factor. The shelf life of treated plastics depends on the type of resin, formulation, and the ambient environment of the storage area. The shelf life of treated products is limited by the presence of low molecular weight oxidized materials (LMWOM), such as antioxidants, plasticizers, slip and antistatic agents, colorants and pigments, stabilizers, etc. Exposure of treated surfaces to elevated temperatures increases molecular chain mobility – the higher the chain mobility, the faster the aging of the treatment. Polymer chain mobility in treated materials causes the bonding sites created by the treatment to move away from the surface. These components may eventually migrate to the polymer surface.
