

Laser marking offers advantages over in-mold labeling and ink-based printing for direct part marking on plastic products. The emergence of ytterbium fiber lasers further distinguishes lasers as an important method for adding security and anti-counterfeit measures.
Industrial manufacturing requirements for indelible direct part marking containing machine vision codes are growing rapidly. Three familiar code types are QR, Data Matrix and barcode. Direct part marking allows tracking a single unique product from the time of manufacture until the end of its useful life. Demand for machine vision codes is driven by the increasing requirements for component traceability and product unique identification (UID). Post 9/11, manufacturers began implementing strategies to establish traceability and thwart product tampering and counterfeiting. The US Department of Defense (DoD) developed MIL-STD-130 as the standard practice on military property. Beyond DoD, manufacturers of commercial industrial products – including automotive, pharmaceutical, electronic, packaging and consumer goods – are aggressively adopting similar standards.
Key Takeaways
- Data Matrix codes are 1/10 to 1/100 the size of a barcode carrying the same data — critical where surface area is scarce.
- Roughly half of each code is redundant by design, giving a 50/50 chance that cell damage will not affect readability.
- MIL-STD-130 set the standard, and automotive, pharmaceutical, electronics and packaging have adopted equivalents.
- Around 25% of machine vision codes are misread because of poor resolution quality — mostly an inkjet limitation.
- A 1/6-inch 2D code marks in under 150 milliseconds on under-hood automotive fuel components.
Frequently Asked Questions
Why use laser marking rather than inkjet for machine vision codes?
Resolution and permanence. Non-indelible inkjet cannot achieve the fine line-edge resolution machine vision needs, particularly on small parts, and experts believe around 25% of machine vision codes are misread due to poor resolution quality. Most inks also fail to adhere adequately to low surface energy plastics even with pretreatment.
What advantage does Data Matrix have over a barcode?
Size and resilience. For equal encoded data a Data Matrix is 1/10 to 1/100 the size of a barcode. Data is scattered throughout the symbol so the code is about half black and half white, giving roughly even odds that cell damage will not harm readability, and built-in error correction helps recover from symbol damage.
Can Data Matrix codes be read with a barcode scanner?
No. There is typically no sweep pattern that can encompass the entire symbol, so Data Matrix must be scanned by a camera-capture device rather than a laser scanner.
What drove the adoption of direct part marking?
Traceability and unique identification requirements. After 9/11 manufacturers began implementing strategies to establish traceability and thwart tampering and counterfeiting, and the US Department of Defense developed MIL-STD-130 as the standard practice on military property. Commercial sectors adopted similar standards.
What data can a small 2D code actually hold?
On under-hood automotive fuel components, a 1/6-inch code marked in under 150 milliseconds carries full component traceability — resin batch, mold machine, date, shift and time, and assembly leak test results.
Digital vs. Analog Marking/Printing Technologies
Direct part marking containing unique identification information necessitates “digital” technology such as laser marking, inkjet and dot peen. Note that in-mold and heat transfer labeling are two-step processes that are significantly more expensive than laser marking and are not discussed in this article. For many three-dimensional plastic products, lasers are the preferred method because the process yields high-contrast, indelible markings and does not require expensive consumable inks/ solvents or post-curing. Lasers can accurately mark the smallest size machine vision codes. This is important for micro-marking and when surface area is limited on a part or component to be marked with alphanumerics, logos or schematic diagrams. Robust Six Sigma operations require all products to be 100 percent human or machine vision readable, regardless of the size and complexity of the actual marking.
An excellent application example is 2D Data Matrix codes applied via laser to harsh-environment underhood automotive fuel components and assemblies, typically acetals, nylons and polyester polymers (Photo 1). The 1/6” size code is marked in less than 150 milliseconds. Data contained in the code include full traceability of the component part (from resin batch, mold-machine, date-shift-time and assembly leak test).
As explained by one automotive executive, “Many of the underhood acetal fuel components we design are compact. Indelible micro-marking of critical information and data matrix codes near the end of automated assembly operations, subsequent to inline leak testing, has great value in the industry. Unique part identification also benefits in-house inventory management for work-in-process.”
Compared to noncontact laser marking and inkjet processes, “analog” ink transfer pad printing and screen printing cannot produce indelible marking or unique unit level identification on most plastics.

Further, expensive recurring variable costs of inks, tampons (pads), clichés (printing plates) and chemicals are associated with the process. Comparing laser marking vs. inkjet, ink and consumable cost savings are similar. Nonindelible inkjet cannot achieve fine-line edge resolution, which is essential for machine vision, particularly on small parts. Experts believe that 25% of machine vision codes are misread due to poor resolution quality. Keep in mind that most inks do not adequately adhere to many low surface energy plastics, even with pretreatment. This condition exists for both digital and analog ink printing processes.

What are machine vision codes? Machine-readable (vision) codes contain information that can be interpreted through the use of optical scanners or cameras. A familiar example is the one-dimensional “barcode,” which is a representation of information, typically dark contrast on a light background, to create high and low reflectance, which is converted to 1s and 0s. The most common formats of barcodes store data in the widths and spacings of printed parallel lines (black and white stripes).
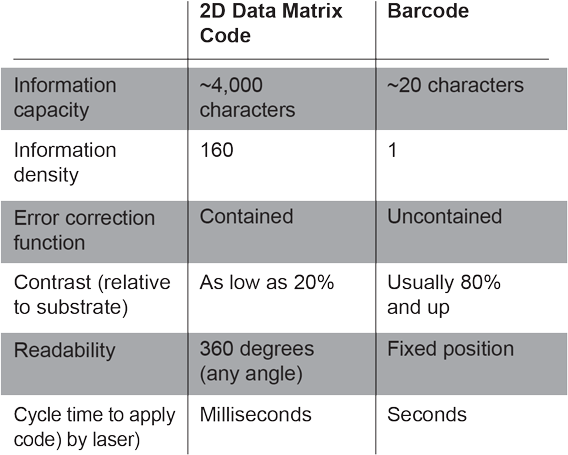
Although modern barcode schemes can contain ASCII character sets, some manufacturing requires significantly more advanced machine vision codes. The continuing drive to encode more information in smaller spaces has led to the development of two-dimensional “Data Matrix” codes. Data Matrix codes cannot be read by a laser (used in barcode) as there is typically no sweep pattern that can encompass the entire symbol. Data Matrix codes must be scanned by a camera-capture device. 2D Data Matrix is the revolutionary machine-readable code specifically designed to address the limitations of barcodes. Figure 1 demonstrates the differences between 2D codes (Data Matrix and QR) vs. the barcode
2D Data Matrix codes are ideal for marking small parts and are designed to survive harsh industrial environments. The size of Data Matrix codes is 1/10 to 1/100 that of a barcode, given equal encoded data. Very little space on a part can contain significant manufacturing data for product traceability. Every code is about half black and half white, resulting in a 50/50 chance that cell damage will not harm readability. Data Matrix’s high degree of redundancy (data are scattered throughout the symbol) and resistance to printing defects makes it highly reliable. Error correction schemes built into the algorithm optimize the ability to recover from symbol damage. See Table 1.
Laser Additives
Near-infrared laser additives improve the degree of contrast, which can be further intensified by changing the laser setup parameters. Polymers possess inherent characteristics to yield “dark-colored” or “light-colored” marking contrast. Some colorant compounds containing low amounts of titanium dioxide (TiO2 ) and carbon black also may absorb laser light, and in some instances, improve the marking contrast. Each polymer grade, even within the same polymeric family, can produce different results. Additive formulations cannot be toxic or adversely affect the products’ appearance, or physical or functional properties.
Compared to ink printing processes (pad/screen printing and inkjet), laser additives are cost-saving and can demonstrate 20 percent and faster marking speeds vs. non-optimized materials. Laser additives are supplied in pellet granulate and powder form. Granulate products can be blended directly with the polymer resin, while powder forms are converted to masterbatch. Most are easily dispersed in polymers. Based upon the additive and polymer, the loading concentration level by weight (in the final part) ranges between 0.01 and 4.0 percent.
Some additives contain mixtures of antimony-doped tin oxide and antimony trioxide that can impart a “grayish” tint to the natural (uncolored) substrate opacity. Other additives can contain aluminum particles, mixed metal oxides and proprietary compounds. Color adjustments are made using pigments and dyes to achieve the final colormatch appearance. As commercially supplied, specific additives (also used for laser welding) have received FDA approval for food contact and food packaging use under conditions A-H of 21 CFR 178.3297 – Colorants for Polymers. Similar compliance statements exists for the European Union. Certification conditions are specific for polymer type, loading level threshold and direct or indirect contact. Further qualification of FDA-approved additives blended into a “final part” can achieve biocompatibility of medical devices.
Ytterbium Fiber Laser Technology
Improvements in laser technology have been instrumental in the rapid development of the newest generation of FDA-approved laser additives. The emergence of nanosecond ytterbium fiber lasers is one of the most significant advancements for marking, welding and cutting. Fundamentally, fiber lasers are different than other diode-pumped solid-state (DPSS) marking lasers. With fiber lasers, the active medium that generates the laser beam is dispersed within a specialized fiber-optic cable. In contrast to fiber-delivered lasers, the entire path of the beam is within fiber-optic cable all the way to the beam delivery optics. This all-fiber structure is largely responsible for the reliability and ruggedness of these lasers, which accounts for their rapid growth.
Fiber lasers yield superior beam quality (M2) and brightness compared to Nd:YAG lasers. A laser with superior beam quality can be focused to a small spot size, which leads to high energy density. Fixed- and variable-pulse master oscillator power amplifier (MOPA) fiber lasers with pulse energy up to 1mJ and high power density can mark many historically difficult polymers. Vanadate lasers also possess a small M2 value with shorter pulse width than fixed fiber and YAG lasers. Pulse duration influences the degree of heat and carbonization into the material. Short pulses, typically <40ns, enable more controlled energy input when processing sensitive polymeric materials. These pulses retain the peak power to overcome material thresholds, but have lower pulse energy to reduce localized thermal damage.
Application development is highly specific, as there is not a universal laser solution. Short-pulse-duration MOPA lasers are able to fully exploit the performance of sensitive FDA-approved chemical additives. Localized spatial and temporal control of the laser heat input and of the rate of heat input enable maximum performance. The selection of which laser type to integrate is determined by the output characteristics of the laser interacting with the optimized polymer material.

Laser Equipment Systems
The hardware and software components a laser manufacturer incorporates into its systems makes a significant difference in marking contrast, quality and speed. A primary attribute is the power density (W/cm2) at the mark surface (which is different than the raw output power of the laser). The output mode of the laser beam is critical to the marking performance. These output modes relate to factors including the beam divergence and power distribution across the diameter of the laser beam.
Power density is a function of focused laser spot size. Focused laser spot size for any given focal length lens and laser wavelength is a function of laser beam divergence, which is controlled by laser configuration, mode selecting aperture size and upcollimator (beam expander) magnification. Pulse repetition rate and peak power density are critical parameters in forming the mark and achieving the optimal contrast and speed. The arithmetic curves of power vs. pulse repetition rate are inversely proportional. High peak power at low frequency increases the surface temperature rapidly, vaporizing the material while conducting minimal heat into the substrate. As the pulse repetition increases, a lower peak power produces minimal vaporization but conducts more heat. Additional contributing factors that influence the marking contrast and quality are, of course, beam velocity and vector line separation distance.
Conclusion
Modern machine-vision systems are not just stand-alone inspection devices. Rather, they are integrated into Six Sigma manufacturing operations, including statistical quality control metrics programs. Advanced systems contain artificial intelligence, which further expands the realm of lasers and machinevision codes. The powerful combination of laser marking is seen as critical to success by providing process feedback and error prevention for products with nearly zero defects.
Scott R. Sabreen is founder and president of The Sabreen Group, Inc., an engineering company specializing in secondary plastics manufacturing processes – laser marking, surface pretreatments, bonding, decorating and finishing, and product security. Sabreen has been developing pioneering technologies and solving manufacturing problems for over 30 years. He can be contacted at 972.820.6777 or by visiting www.sabreen.com or www. plasticslasermarking.com
